




ব্রেক টেস্টিং
OCIMF মানদণ্ড অনুসারে, ডেলিভারির আগে, প্রতি বছর, এবং ব্রেক ফোর্সকে প্রভাবিত করতে পারে এমন কোনো মেরামত বা উল্লেখযোগ্য ঘটনার পরে মুরিং উইঞ্চের ব্রেক ফোর্স পরীক্ষা করা অপরিহার্য। এই পরীক্ষাগুলোর ফলাফলের উপর ভিত্তি করে, মুরিং কেবলের ন্যূনতম ব্রেকিং লোডের (MBL) ৬০% থেকে ৮০% ব্রেকিং ক্ষমতা অর্জনের জন্য ব্রেকটিকে সূক্ষ্মভাবে সমন্বয় করা হবে। এই সমন্বয় নিশ্চিত করে যে, যদি বাহ্যিক বল নির্ধারিত ব্রেক ফোর্স অতিক্রম করে, তবে মুরিং উইঞ্চটি স্বয়ংক্রিয়ভাবে খুলে যাবে, যার ফলে মুরিং উইঞ্চের কোনো সম্ভাব্য ভাঙন বা ক্ষতি প্রতিরোধ করা সম্ভব হবে।
ব্রেকিং ফোর্স পরীক্ষার মূলনীতি বিষয়ক ভিডিও:
ব্রেকিং ফোর্স পরীক্ষা এবং সমন্বয়
গণনার জন্য প্রয়োজনীয় তুষার তথ্য সংগ্রহ করতে, প্রথমে কেবলের সার্টিফিকেশন ও অন্যান্য প্রাসঙ্গিক তথ্যের পাশাপাশি মাঠের পরিমাপ পর্যালোচনা করুন। প্রেশার গেজযুক্ত জ্যাক এবং মুরিং উইঞ্চে ড্রাই জ্যাক সুরক্ষিত করার জন্য বা ক্ল্যাম্পিং বোল্ট ব্যবহার করার জন্য একটি খোলা অংশ অবশ্যই থাকতে হবে।
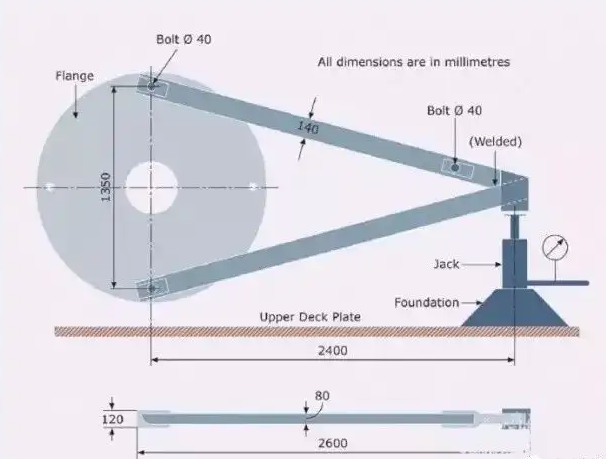
গণনার সূত্রটি নিম্নরূপ: T = FxLI/L2 (Kn)।
এই সূত্রে, T হলো গণনাকৃত জ্যাক বল (কিলোনিউটন এককে), যা জাহাজের কেবলের ন্যূনতম ব্রেকিং ফোর্সের উপর ভিত্তি করে নির্ধারণ করা উচিত। এই গণনার ফলে প্রয়োজনীয় ব্রেকিং ফোর্সের সাথে সঙ্গতিপূর্ণ জ্যাক বলের মান পাওয়া যাবে, যা কেবলের ব্রেকিং ফোর্সের ৬০% বা ৮০%। F হলো মুরিং উইঞ্চের ব্রেকিং ফোর্স (কিলোনিউটন এককে)। Ll হলো মুরিং উইঞ্চ রোলারের কেন্দ্র থেকে কেবলের কেন্দ্র পর্যন্ত দূরত্ব, যা ভেতরের রোলারের ব্যাসার্ধ এবং কেবলের ব্যাসার্ধের যোগফল হিসাবে গণনা করা হয়। L2 হলো জ্যাক ব্র্যাকেটের কেন্দ্র থেকে কেন্দ্রীয় অক্ষ পর্যন্ত আনুভূমিক দূরত্ব।
পরীক্ষার পদ্ধতি:
১. ব্রেক প্যাডের কার্যকারিতা ব্যাহত করতে পারে এমন যেকোনো আর্দ্রতা, গ্রিজ বা অন্যান্য পদার্থ দূর করার জন্য মুরিং উইঞ্চটি চালান।
২. টেস্টিং ডিভাইসটি মুরিং উইঞ্চের সাথে সঠিকভাবে সংযুক্ত করুন, ব্রেকগুলো নির্ধারিত মাত্রায় টাইট করা আছে কিনা তা নিশ্চিত করুন এবং উইঞ্চের ক্লাচটি বিচ্ছিন্ন করুন।
৩. জ্যাক ব্যবহার করে চাপ প্রয়োগ করুন এবং ব্রেক পিছলে যেতে শুরু করার মুহূর্তে প্রেশার গেজের রিডিং পর্যবেক্ষণ করে প্রাপ্ত মানটি লিখে রাখুন।
৪. যদি রিডিং পূর্বনির্ধারিত মানের নিচে নেমে যায়, তবে তা অপর্যাপ্ত ব্রেক বল নির্দেশ করে। সেক্ষেত্রে ব্রেকটি হয় শক্ত করতে হবে অথবা মেরামত করে পুনরায় পরীক্ষা করতে হবে।
৫. যদি রিডিংটি গণনাকৃত মানের সাথে মিলে যায়, তবে এটি নিশ্চিত করে যে ব্রেক ফোর্স নির্ধারিত মানদণ্ড পূরণ করে।
৬. যদি জ্যাকের রিডিং হিসাব করা মানকে অতিক্রম করার পরেও মুরিং উইঞ্চটি না সরে, তবে এটি ইঙ্গিত দেয় যে ব্রেকটি অতিরিক্ত টাইট করা আছে, যার ফলে ব্রেকের বল অতিরিক্ত হচ্ছে। এক্ষেত্রে, ব্রেক স্ক্রু অ্যাডজাস্ট করে ব্রেকের বল কমিয়ে আনা উচিত এবং তারপর পুনরায় পরীক্ষা করা উচিত।
বেশিরভাগ নৌযানই নিজস্ব ব্রেক ফোর্স সমন্বয় করে থাকে, সাধারণত সর্বোত্তম বলের জন্য ব্রেকের আঁটসাঁট ভাব নিয়ন্ত্রণ করতে ব্রেক হ্যান্ডেলের লিমিট স্ক্রু পরিবর্তন করে।
যেসব ব্রেক হ্যান্ডেলে লিমিট স্ক্রু থাকে না, সেখানে ব্রেক টাইট করার পর (কাঙ্ক্ষিত ব্রেকিং ফোর্সের সাথে সঙ্গতিপূর্ণ) একটি অবস্থান চিহ্নিত করে সেই বিন্দুতে ব্রেক হ্যান্ডেল এবং ব্রেক ব্যান্ড উভয়কেই চিহ্নিত করা যেতে পারে (এতে ব্রেক স্ক্রু-এর উপর একটি লিমিট মার্ক তৈরি হয়)। পরবর্তী কার্যক্রমে, উপরের এবং নিচের চিহ্ন দুটিকে সারিবদ্ধ করলে বোঝা যাবে যে এই স্তরের ব্রেকিং ফোর্স নির্ধারিত ব্রেকিং ফোর্সের সাথে মিলে যাচ্ছে।
ব্রেক পরীক্ষা সম্পন্ন করার পর, পরীক্ষার তারিখ এবং পরিমাপকৃত ব্রেকিং ফোর্স মুরিং উইঞ্চে স্পষ্টভাবে প্রদর্শন করতে হবে এবং মুরিং সরঞ্জাম রক্ষণাবেক্ষণ লগবুকে পুঙ্খানুপুঙ্খভাবে নথিভুক্ত করতে হবে।
নোঙর করার নিরাপত্তা ব্যবস্থা
নিয়মিত ব্রেকের বল পরীক্ষা ও সমন্বয় করার পাশাপাশি, জাহাজ নোঙর করার সময় নিম্নলিখিত বিষয়গুলির প্রতিও মনোযোগ দিতে হবে:
নোঙরের স্থিতিস্থাপকতা:জাহাজের দ্বারা প্রযুক্ত মোট বলকে দড়িগুলোর মধ্যে বন্টন করার ক্ষেত্রে নোঙরের দড়িগুলোর স্থিতিস্থাপকতা একটি অত্যন্ত গুরুত্বপূর্ণ ভূমিকা পালন করে। উদাহরণস্বরূপ, যদি একই আকার ও উপাদানের দুটি নোঙরের দড়ি একই দিকে ডকের সাথে বাঁধা হয় কিন্তু তাদের দৈর্ঘ্যে পার্থক্য থাকে—একটি অন্যটির দ্বিগুণ লম্বা—তবে ছোট দড়িটি মোট ভারের দুই-তৃতীয়াংশ বহন করবে, আর লম্বা দড়িটি মাত্র এক-তৃতীয়াংশ ভার নেবে। অতএব, যখনই সম্ভব, সমান দৈর্ঘ্যের নোঙরের দড়ি ব্যবহার করার পরামর্শ দেওয়া হয়।
যেসব ক্ষেত্রে দুটি মুরিং ক্যাবল একই দৈর্ঘ্যের, একই ব্রেকিং স্ট্রেংথের এবং একই দিকে বিন্যস্ত থাকে, কিন্তু ভিন্ন উপাদান দিয়ে তৈরি হয়—যেমন ১.৫% প্রসারণশীলতা সম্পন্ন একটি স্টিল ওয়্যার ক্যাবল এবং ৩০% প্রসারণশীলতা সম্পন্ন একটি সিন্থেটিক ফাইবার ক্যাবল—সেক্ষেত্রে লোডের বণ্টন উল্লেখযোগ্যভাবে অসম হবে। স্টিল ওয়্যার ক্যাবলটি লোডের ৯৫% বহন করবে, যেখানে ফাইবার দড়িটি মাত্র ৫% বহন করবে। সুতরাং, একই দিকে মুরিং লাইনের জন্য একই উপাদানের ক্যাবল ব্যবহার করা অপরিহার্য।
এটা মনে রাখা গুরুত্বপূর্ণ যে, নোঙর করার সময় একটি জাহাজের নিরাপত্তা নিশ্চিত করার জন্য (সুরক্ষিত নোঙর) কেবল সমন্বয় ও ধারাবাহিকতাই নয়, বরং জাহাজের নোঙর করার সরঞ্জাম সম্পর্কে একটি ব্যাপক ধারণা, নোঙর করার মূলনীতিগুলোর ওপর একটি দৃঢ় দখল এবং সতর্ক পরিকল্পনা ও তার বাস্তবায়নও প্রয়োজন। বার্থে জাহাজের অবস্থান বজায় রাখার প্রক্রিয়াটি শুরু হয় জাহাজটি সুরক্ষিত করার পরেই, যা চলমান নাবিকবিদ্যা অনুশীলনের সূচনা করে।
মুরিং উইঞ্চের ব্রেকিং ফোর্স:একটি মুরিং উইঞ্চের ব্রেকিং ফোর্স প্রতিটি জাহাজের জন্য ভিন্ন ভিন্ন হয় এবং এটি কেবলের উপর প্রযুক্ত “কেবল আলগা করার” বলের উপর ভিত্তি করে ডিজাইন করা হয়। এই বল কেবলের স্তরের সংখ্যা এবং পেঁচানোর দিক দ্বারা প্রভাবিত হয়। ড্রামের উপর কেবলের স্তরের পরিমাণ মুরিং সিস্টেমের ব্রেকিং ফোর্সকে উল্লেখযোগ্যভাবে প্রভাবিত করে। যে মুরিং মেশিনগুলিতে সেপারেশন ড্রাম থাকে না, সেগুলির ব্রেকিং ফোর্স সাধারণত একটি নির্দিষ্ট সংখ্যক স্তরের জন্য ক্যালিব্রেট করা হয়। তাই, এটা নিশ্চিত করা অত্যন্ত গুরুত্বপূর্ণ যে কেবলগুলি ড্রামের উপর একপাশে জমা না হয়ে পরিপাটিভাবে পেঁচানো আছে, কারণ এটি ব্রেকিং ফোর্স কমিয়ে দিতে পারে। সেপারেশন ড্রামযুক্ত কেবল উইঞ্চের ক্ষেত্রে, ব্রেকিং ফোর্স কমে যাওয়া রোধ করতে ফোর্স ড্রামে কেবলের একটির বেশি স্তর না রাখা অপরিহার্য।
ক্যাবলের সঠিক প্যাঁচ অত্যন্ত গুরুত্বপূর্ণ, কারণ ভুলভাবে প্যাঁচানোর ফলে ব্রেকিং ফোর্স ৫০% পর্যন্ত কমে যেতে পারে।
অনুপযুক্ত ব্রেক ব্যবহার:ক্রু সদস্যরা প্রায়শই ভুলবশত টানটান অবস্থায় থাকা কেবলটি আলগা করার জন্য ব্রেক ব্যবহার করেন, যা একটি ভুল পদ্ধতি। এই অভ্যাসের ফলে ব্রেক বেল্টের অসম ক্ষয় হতে পারে এবং এর অনিয়ন্ত্রিত প্রকৃতির কারণে এটি নিরাপত্তা ঝুঁকি তৈরি করে। যদি আলগা না করা কেবলটির উপর হঠাৎ করে কোনো ভারসাম্যপূর্ণ ভার প্রয়োগ করা হয়, তবে এটি ছিঁড়ে যেতে পারে, যার ফলে সম্ভাব্য দুর্ঘটনা ঘটতে পারে। সঠিক পদ্ধতি হলো ক্লাচ যুক্ত করা এবং শক্তি ব্যবহার করে ধীরে ধীরে কেবলটি আলগা করা।
নাইলন কেবল পাইল-পুলিং কৌশল:খুঁটির সাথে নাইলনের তার বাঁধার সময়, শুধুমাত্র “∞” গিঁটের উপর নির্ভর করে শক্ত করে বাঁধবেন না। এর পরিবর্তে, প্রথমে জাহাজের দিকের তারটি টানার জন্য দুটি প্যাঁচ দিন (কেউ কেউ একটি প্যাঁচের পরামর্শ দেন, তবে দুটির বেশি নয়), এরপর একটি “∞” গিঁট দিন (বড় নোঙর খুঁটির জন্য) অথবা “∞” গিঁট দেওয়ার আগে দুটি খুঁটির চারপাশে একবার করে পেঁচিয়ে নিন (ছোট নোঙর খুঁটির জন্য)। এই কৌশলটি তারের উপর আরও ভালো নিয়ন্ত্রণ রাখতে সাহায্য করে এবং নিরাপত্তা বাড়ায়।
তার ছিঁড়ে যাওয়ার সময় বিপজ্জনক এলাকা:সিন্থেটিক ফাইবার কেবলের সবচেয়ে বিপজ্জনক দিকটি দেখা দেয় যখন একটি কেবল ছিঁড়ে গিয়ে অপ্রত্যাশিতভাবে আগের অবস্থায় ফিরে আসে। যখন একটি অতিরিক্ত চাপে থাকা কেবল ছিঁড়ে যায়, তখন এটি সঞ্চিত শক্তি নির্গত করে, যার ফলে ছেঁড়ার স্থান এবং নিয়ন্ত্রণ বিন্দুর মধ্যবর্তী অংশটি দ্রুত আগের অবস্থায় ফিরে আসে। এই ফিরে আসার স্থানে উপস্থিত ব্যক্তিরা গুরুতর আঘাত বা এমনকি মৃত্যুর ঝুঁকিতে থাকেন। ফলস্বরূপ, কেবল অপারেটরদের জন্য এই বিপজ্জনক এলাকা থেকে দূরে থাকা অপরিহার্য, বিশেষ করে যখন কেবলটি উল্লেখযোগ্য টানের মধ্যে থাকে, কারণ সিন্থেটিক ফাইবার কেবল হঠাৎ এবং কোনো সতর্কবার্তা ছাড়াই ছিঁড়ে যেতে পারে।
নোঙর করার জন্য নিরাপত্তা নির্দেশিকা:ড্রাম হেডের ক্যাবলের কাজটি একা করা উচিত নয়। ড্রাম পরিচালনাকারী অপারেটরকে সাহায্য করার জন্য ক্যাবলটি সরাতে বা ঢিলা করতে দ্বিতীয় একজন ব্যক্তির প্রয়োজন। তার বা নাইলন ক্যাবল নাড়াচাড়া করার সময় ড্রাম থেকে নিরাপদ দূরত্ব বজায় রাখা অত্যন্ত গুরুত্বপূর্ণ, কারণ ক্যাবলটি লাফিয়ে উঠতে পারে এবং আপনার বাহুতে আঘাতের ঝুঁকি তৈরি করতে পারে। সর্বদা ক্যাবল থেকে নিরাপদ দূরত্ব বজায় রাখুন।
পোস্টের সময়: ২৪ মার্চ, ২০২৫