




ब्रेक चाचणी
OCIMF मानकांनुसार, डिलिव्हरीपूर्वी, दरवर्षी आणि ब्रेक फोर्सवर परिणाम करू शकणाऱ्या कोणत्याही दुरुस्ती किंवा महत्त्वपूर्ण घटनांनंतर मूरिंग विंचची ब्रेक फोर्स चाचणी करणे आवश्यक आहे. या चाचण्यांच्या निकालांवर आधारित, मूरिंग केबलच्या किमान ब्रेकिंग लोडच्या (MBL) ६०% ते ८०% ब्रेकिंग क्षमता प्राप्त करण्यासाठी ब्रेकला फाइन-ट्यूनिंग केले जाईल. हे समायोजन सुनिश्चित करते की, जर बाह्य शक्ती निर्धारित ब्रेक फोर्सपेक्षा जास्त झाली, तर मूरिंग विंच आपोआप सुटेल, ज्यामुळे मूरिंग विंचचे कोणतेही संभाव्य तुटणे किंवा नुकसान टळेल.
ब्रेकिंग फोर्स चाचणीच्या तत्त्वाचा व्हिडिओ:
ब्रेकिंग फोर्स चाचणी आणि समायोजन
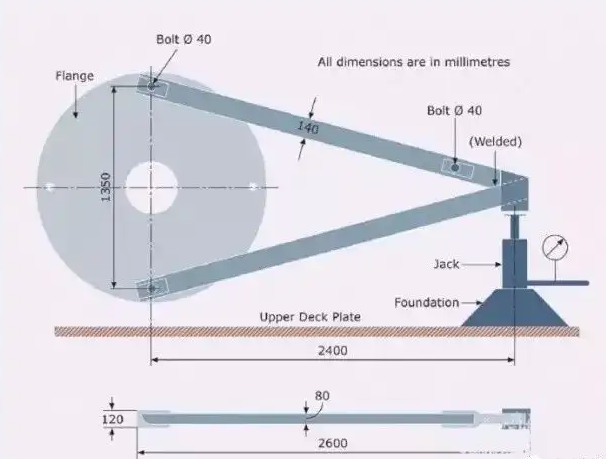
गणनांसाठी आवश्यक बर्फाचा डेटा गोळा करण्याकरिता, सर्वप्रथम केबल प्रमाणीकरण आणि इतर संबंधित माहिती, तसेच प्रत्यक्ष जागेवरील मोजमापांचे पुनरावलोकन करा. प्रेशर गेजने सुसज्ज असलेल्या जॅक आणि मूरिंग विंचमध्ये, ड्राय जॅक सुरक्षित करण्यासाठी किंवा क्लॅम्पिंग बोल्ट वापरण्यासाठी एक उघडण्याची जागा असणे आवश्यक आहे.
गणना सूत्र खालीलप्रमाणे आहे: T = FxLI/L2 (Kn).
या सूत्रामध्ये, T हे गणना केलेले जॅक फोर्स (Kn मध्ये) दर्शवते, जे जहाजाच्या केबलच्या किमान ब्रेकिंग फोर्सच्या आधारावर निर्धारित केले पाहिजे. या गणनेमुळे आवश्यक ब्रेकिंग फोर्सशी संबंधित जॅक फोर्स रीडिंग मिळेल, जे केबलच्या ब्रेकिंग फोर्सच्या ६०% किंवा ८०% असते. F हे मूरिंग विंचचे ब्रेकिंग फोर्स (Kn मध्ये) दर्शवते. Ll हे मूरिंग विंच रोलरच्या केंद्रापासून केबलच्या केंद्रापर्यंतचे अंतर आहे, जे आतील रोलरची त्रिज्या आणि केबलची त्रिज्या यांची बेरीज करून मोजले जाते. L2 हे जॅक ब्रॅकेटच्या केंद्रापासून मध्यवर्ती अक्षापर्यंतचे क्षैतिज अंतर दर्शवते.
चाचणी प्रक्रिया:
१. ब्रेक पॅडच्या कार्यक्षमतेत अडथळा आणू शकणारा ओलावा, ग्रीस किंवा इतर पदार्थ काढून टाकण्यासाठी मूरिंग विंच चालवा.
२. चाचणी उपकरण मूरिंग विंचला योग्यरित्या जोडा, ब्रेक मानक पातळीपर्यंत घट्ट केले आहेत याची खात्री करा आणि विंचचा क्लच वेगळा करा.
३. जॅकचा वापर करून दाब द्या आणि ज्या क्षणी ब्रेक घसरू लागतो, त्या क्षणी प्रेशर गेजचे वाचन तपासा आणि मिळालेले मूल्य नोंदवा.
४. जर रीडिंग पूर्वनिर्धारित मूल्यापेक्षा कमी आले, तर हे अपुऱ्या ब्रेक फोर्सचे द्योतक आहे, ज्यामुळे ब्रेक घट्ट करणे किंवा दुरुस्त करणे आणि त्यानंतर पुन्हा चाचणी घेणे आवश्यक आहे.
५. जर वाचन मोजलेल्या मूल्याशी जुळत असेल, तर ब्रेक फोर्स निर्धारित निकषांची पूर्तता करतो याची पुष्टी होते.
६. जॅकचे रीडिंग मोजलेल्या मूल्यापेक्षा जास्त असतानाही जर मूरिंग विंच घसरत नसेल, तर याचा अर्थ ब्रेक जास्त घट्ट आहे, ज्यामुळे ब्रेकवर अतिरिक्त दाब येत आहे. अशा परिस्थितीत, ब्रेक स्क्रू समायोजित करून ब्रेकवरील दाब कमी करावा आणि त्यानंतर पुन्हा चाचणी घ्यावी.
बहुतेक जहाजे इष्टतम शक्तीसाठी ब्रेकची घट्टपणा नियंत्रित करण्याकरिता, सामान्यतः ब्रेक हँडलवरील लिमिट स्क्रूमध्ये बदल करून, स्वतःच ब्रेकच्या शक्तीचे समायोजन करतात.
ज्या ब्रेक हँडलला लिमिट स्क्रू नसतात, त्यांच्यासाठी ब्रेक घट्ट केल्यानंतर एक स्थिती (इच्छित ब्रेकिंग फोर्सशी संबंधित) ओळखून, त्या बिंदूवर ब्रेक हँडल आणि ब्रेक बँड दोन्हीवर खूण करता येते (यामुळे ब्रेक स्क्रूवर एक लिमिट मार्क तयार होतो). पुढील कामांमध्ये, वरच्या आणि खालच्या खुणा जुळवल्यास हे सूचित होईल की या पातळीवरील ब्रेकिंग फोर्स सेट केलेल्या ब्रेकिंग फोर्सशी जुळतो.
ब्रेक चाचणी पूर्ण झाल्यावर, चाचणीची तारीख आणि मोजलेले ब्रेकिंग फोर्स मूरिंग विंचवर ठळकपणे प्रदर्शित केले पाहिजे आणि मूरिंग उपकरणांच्या देखभाल नोंदीमध्ये त्याची काळजीपूर्वक नोंद केली पाहिजे.
नांगरणी सुरक्षा उपाय
ब्रेक फोर्सची नियमितपणे चाचणी आणि समायोजन करण्याव्यतिरिक्त, मूरिंग ऑपरेशन्स दरम्यान खालील बाबींकडे देखील लक्ष दिले पाहिजे:
नांगरणीची लवचिकता:जहाजाने लावलेले एकूण बल नांगराच्या दोऱ्यांमध्ये विभागण्यात नांगराच्या दोऱ्यांची लवचिकता महत्त्वाची भूमिका बजावते. उदाहरणार्थ, जर समान आकाराच्या आणि समान सामग्रीच्या दोन नांगराच्या दोऱ्या एकाच दिशेने गोदीला बांधल्या असतील, परंतु त्यांची लांबी भिन्न असेल—एक दुसऱ्यापेक्षा दुप्पट लांब असेल—तर लहान दोरीवर दोन-तृतीयांश भार येईल, तर लांब दोरीवर फक्त एक-तृतीयांश भार येईल. म्हणून, शक्य असेल तेव्हा समान लांबीच्या नांगराच्या दोऱ्या वापरणे उचित आहे.
ज्या प्रकरणांमध्ये दोन मूरिंग केबल्स समान लांबीच्या, समान ब्रेकिंग स्ट्रेंथच्या आणि एकाच दिशेत जोडलेल्या असतात, परंतु त्या वेगवेगळ्या सामग्रीपासून बनवलेल्या असतात—उदाहरणार्थ, १.५% प्रसरणक्षमता असलेली स्टील वायर केबल आणि ३०% प्रसरणक्षमता असलेली सिंथेटिक फायबर केबल—त्यावेळी भाराचे वितरण लक्षणीयरीत्या असमान होते. स्टील वायर केबल ९५% भार वाहून नेईल, तर फायबर दोरी केवळ ५% भार पेलू शकेल. त्यामुळे, एकाच दिशेतील मूरिंग लाईन्ससाठी एकाच सामग्रीच्या केबल्स वापरणे आवश्यक आहे.
हे लक्षात घेणे महत्त्वाचे आहे की, जहाज नांगरताना (सुरक्षित नांगरणी) त्याची सुरक्षितता सुनिश्चित करण्यामध्ये केवळ समन्वय आणि सुसंगतताच नव्हे, तर जहाजाच्या नांगरणी उपकरणांची सखोल माहिती, नांगरणीच्या तत्त्वांची पक्की समज आणि काटेकोर नियोजन व अंमलबजावणी यांचाही समावेश असतो. जहाज सुरक्षितपणे बांधल्यानंतरच बर्थवर त्याची स्थिती टिकवून ठेवण्याची प्रक्रिया सुरू होते, जी अविरत चालणाऱ्या खलाशी कौशल्याच्या सरावाची सुरुवात दर्शवते.
मूरिंग विंचची ब्रेकिंग शक्ती:मूरिंग विंचची ब्रेकिंग फोर्स प्रत्येक जहाजासाठी वेगवेगळी असते आणि ती केबलवर लावल्या जाणाऱ्या 'केबल सैल करण्याच्या' शक्तीवर आधारित असते. या शक्तीवर केबलच्या थरांची संख्या आणि गुंडाळण्याच्या दिशेचा प्रभाव पडतो. ड्रमवरील केबलच्या थरांची संख्या मूरिंग सिस्टीमच्या ब्रेकिंग फोर्सवर लक्षणीय परिणाम करते. ज्या मूरिंग मशीनमध्ये सेपरेशन ड्रम नसतात, त्यांच्यासाठी ब्रेकिंग फोर्स सामान्यतः थरांच्या विशिष्ट संख्येनुसार कॅलिब्रेट केली जाते. त्यामुळे, केबल्स एका बाजूला जमा न होता ड्रमवर व्यवस्थित गुंडाळल्या आहेत याची खात्री करणे महत्त्वाचे आहे, कारण यामुळे ब्रेकिंग फोर्स कमी होऊ शकते. सेपरेशन ड्रम असलेल्या केबल विंचच्या बाबतीत, ब्रेकिंग फोर्समधील घट टाळण्यासाठी फोर्स ड्रमवर केबलचा एकापेक्षा जास्त थर न ठेवणे आवश्यक आहे.
केबलचे योग्य गुंडाळणे अत्यंत महत्त्वाचे आहे, कारण अयोग्य गुंडाळणीमुळे ब्रेकिंग फोर्समध्ये ५०% पर्यंत घट होऊ शकते.
ब्रेकचा अयोग्य वापर:चालक दलाचे सदस्य अनेकदा चुकून, ताणलेल्या केबलला सैल करण्यासाठी ब्रेकचा वापर करतात, जी एक चुकीची पद्धत आहे. या सवयीमुळे ब्रेक बेल्टची झीज असमान होऊ शकते आणि त्याच्या अनियंत्रित स्वरूपामुळे सुरक्षिततेचा धोका निर्माण होतो. जर सैल केलेल्या केबलवर अचानक संतुलित भार पडला, तर ती तुटू शकते, ज्यामुळे संभाव्य अपघात होऊ शकतो. योग्य पद्धतीमध्ये क्लच दाबून पॉवरचा वापर करून केबल हळूवारपणे सैल करणे समाविष्ट आहे.
नायलॉन केबलचा ढिगारा खेचण्याचे तंत्र:नायलॉन केबल पाइलला बांधताना, घट्ट करण्यासाठी केवळ “∞” गाठीवर अवलंबून राहू नका. त्याऐवजी, प्रथम जहाजाच्या बाजूने केबल ओढण्यासाठी दोन वेढे द्या (काही जण एका वेढ्याची शिफारस करतात, पण दोनपेक्षा जास्त नको), त्यानंतर “∞” गाठ मारा (मोठ्या मूरिंग पाइल्ससाठी) किंवा “∞” गाठ मारण्यापूर्वी दोन पाइल्सभोवती एकदा गुंडाळा (लहान मूरिंग पाइल्ससाठी). या तंत्रामुळे केबलवर अधिक चांगले नियंत्रण मिळते आणि सुरक्षितता वाढते.
केबल तुटल्यास धोकादायक क्षेत्र:सिंथेटिक फायबर केबल्सचा सर्वात धोकादायक पैलू तेव्हा उद्भवतो, जेव्हा केबल तुटते आणि अनपेक्षितपणे मागे उसळते. जेव्हा ताणलेली केबल तुटते, तेव्हा ती साठवलेली ऊर्जा बाहेर टाकते, ज्यामुळे तुटलेल्या बिंदूपासून नियंत्रण बिंदूपर्यंतचा भाग वेगाने मागे उसळतो. या उसळण्याच्या क्षेत्रात उपस्थित असलेल्या व्यक्तींना गंभीर दुखापत किंवा मृत्यूचाही धोका असतो. परिणामी, केबल ऑपरेटर्सनी या धोकादायक क्षेत्रापासून दूर राहणे अत्यावश्यक आहे, विशेषतः जेव्हा केबलवर मोठा ताण असतो, कारण सिंथेटिक फायबर केबल्स अचानक आणि कोणत्याही पूर्वसूचनेशिवाय तुटू शकतात.
नांगरणीसाठी सुरक्षा मार्गदर्शक तत्त्वे:ड्रम हेडवरील केबल हाताळण्याचे काम एका व्यक्तीने करू नये. ड्रम हाताळणाऱ्या ऑपरेटरला मदत करण्यासाठी, केबलमधील ढिलाई काढून टाकण्याकरिता किंवा ती सैल करण्याकरिता दुसऱ्या व्यक्तीची आवश्यकता असते. वायर किंवा नायलॉन केबल्स हाताळताना, ड्रमपासून सुरक्षित अंतर राखणे अत्यंत महत्त्वाचे आहे, कारण केबल 'उडी' मारून तुमच्या हातांना इजा होण्याचा धोका निर्माण करू शकते. केबलपासून नेहमी सुरक्षित अंतर ठेवा.
पोस्ट करण्याची वेळ: २४ मार्च २०२५