




ब्रेक परीक्षण
OCIMF मानकों के अनुपालन में, डिलीवरी से पहले, वार्षिक रूप से और किसी भी मरम्मत या महत्वपूर्ण घटना के बाद, जो ब्रेक बल को प्रभावित कर सकती है, मूरिंग विंच पर ब्रेक बल परीक्षण करना आवश्यक है। इन परीक्षणों के परिणामों के आधार पर, ब्रेक को मूरिंग केबल के न्यूनतम ब्रेकिंग लोड (MBL) के 60% से 80% तक ब्रेकिंग क्षमता प्राप्त करने के लिए समायोजित किया जाएगा। यह समायोजन सुनिश्चित करता है कि यदि बाहरी बल निर्धारित ब्रेक बल से अधिक हो जाता है, तो मूरिंग विंच स्वचालित रूप से रिलीज़ हो जाएगी, जिससे मूरिंग विंच में किसी भी संभावित टूट-फूट या क्षति को रोका जा सकेगा।
ब्रेकिंग फोर्स टेस्ट सिद्धांत का वीडियो:
ब्रेकिंग बल परीक्षण और समायोजन
सबसे पहले केबल प्रमाणन और अन्य प्रासंगिक जानकारी की समीक्षा करें, साथ ही क्षेत्र में किए गए मापों का उपयोग करके गणना के लिए आवश्यक बर्फ डेटा एकत्र करें। प्रेशर गेज से सुसज्जित जैक और मूरिंग विंच में ड्राई जैक को सुरक्षित करने या क्लैम्पिंग बोल्ट का उपयोग करने के लिए एक छेद होना चाहिए।
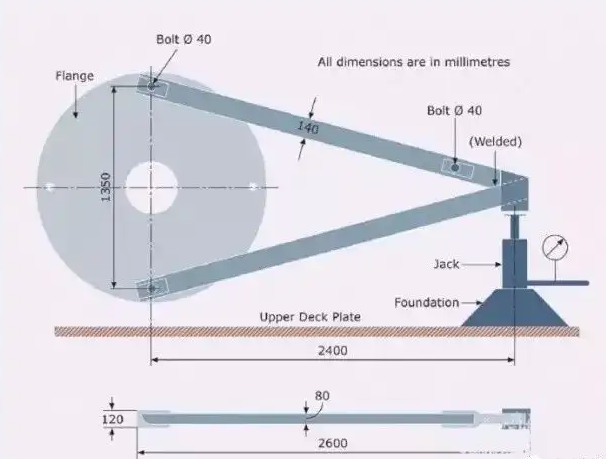
गणना सूत्र इस प्रकार है: T = FxLI/L2 (Kn)।
इस सूत्र में, T परिकलित जैक बल (Kn में) को दर्शाता है, जिसे जहाज के केबल के न्यूनतम ब्रेकिंग बल के आधार पर निर्धारित किया जाना चाहिए। यह गणना आवश्यक ब्रेकिंग बल के अनुरूप जैक बल का मान प्रदान करेगी, जो केबल के ब्रेकिंग बल का 60% या 80% होता है। F मूरिंग विंच के ब्रेकिंग बल (Kn में) को दर्शाता है। L1 मूरिंग विंच रोलर के केंद्र से केबल के केंद्र तक की दूरी है, जिसकी गणना आंतरिक रोलर त्रिज्या और केबल त्रिज्या के योग के रूप में की जाती है। L2 जैक ब्रैकेट के केंद्र से केंद्रीय अक्ष तक की क्षैतिज दूरी को दर्शाता है।
परीक्षण प्रक्रिया:
1. ब्रेक पैड के प्रदर्शन को प्रभावित करने वाली किसी भी नमी, ग्रीस या अन्य पदार्थों को हटाने के लिए मूरिंग विंच का संचालन करें।
2. परीक्षण उपकरण को मूरिंग विंच से ठीक से जोड़ें, सुनिश्चित करें कि ब्रेक मानक स्तर तक कसे हुए हैं, और विंच के क्लच को अलग करें।
3. दबाव डालने के लिए जैक का उपयोग करें, और ब्रेक के फिसलने के क्षण में प्रेशर गेज रीडिंग पर नज़र रखें, और देखे गए मान को रिकॉर्ड करें।
4. यदि रीडिंग पूर्व निर्धारित मान से नीचे आती है, तो यह अपर्याप्त ब्रेक बल को इंगित करता है, जिसके लिए ब्रेक को कसने या उसकी मरम्मत करने की आवश्यकता होती है, जिसके बाद पुनः परीक्षण किया जाता है।
5. यदि रीडिंग परिकलित मान से मेल खाती है, तो यह पुष्टि करता है कि ब्रेक बल निर्धारित मानदंडों को पूरा करता है।
6. यदि जैक रीडिंग परिकलित मान से अधिक होने पर भी मूरिंग विंच नहीं फिसलती है, तो यह दर्शाता है कि ब्रेक बहुत अधिक कसा हुआ है, जिसके परिणामस्वरूप अत्यधिक ब्रेक बल लग रहा है। इस स्थिति में, ब्रेक स्क्रू को समायोजित करके ब्रेक बल को कम किया जाना चाहिए, और फिर से परीक्षण किया जाना चाहिए।
अधिकांश जहाज ब्रेक बल समायोजन स्वयं करते हैं, आमतौर पर इष्टतम बल के लिए ब्रेक की जकड़न को विनियमित करने के लिए ब्रेक हैंडल पर लिमिट स्क्रू को संशोधित करके।
जिन ब्रेक हैंडलों में लिमिट स्क्रू नहीं होते, उनमें ब्रेक कसने के बाद (वांछित ब्रेकिंग बल के अनुरूप) एक स्थिति निर्धारित की जा सकती है और उस बिंदु पर ब्रेक हैंडल और ब्रेक बैंड दोनों को चिह्नित किया जा सकता है (जिससे ब्रेक स्क्रू पर एक लिमिट मार्क बन जाता है)। भविष्य में उपयोग करते समय, ऊपरी और निचले निशानों को मिलाने से यह पता चलेगा कि इस स्तर पर ब्रेकिंग बल निर्धारित ब्रेकिंग बल के बराबर है।
ब्रेक परीक्षण पूरा होने के बाद, परीक्षण की तारीख और मापी गई ब्रेकिंग बल को मूरिंग विंच पर स्पष्ट रूप से प्रदर्शित किया जाना चाहिए और मूरिंग उपकरण रखरखाव लॉग में सावधानीपूर्वक प्रलेखित किया जाना चाहिए।
लंगर डालने की सुरक्षा उपाय
ब्रेक बल का नियमित परीक्षण और समायोजन करने के अलावा, लंगर डालने की प्रक्रिया के दौरान निम्नलिखित पहलुओं पर भी ध्यान देना आवश्यक है:
लंगर डालने की लोच:जहाज द्वारा लगाए गए कुल बल को रस्सियों के बीच समान रूप से वितरित करने में लंगर की रस्सियों की लोचशीलता महत्वपूर्ण भूमिका निभाती है। उदाहरण के लिए, यदि समान आकार और सामग्री की दो लंगर की रस्सियाँ एक ही दिशा में गोदी से बंधी हों, लेकिन उनकी लंबाई भिन्न हो—एक दूसरी से दोगुनी लंबी हो—तो छोटी रस्सी भार का दो-तिहाई भार सहन करेगी, जबकि लंबी रस्सी केवल एक-तिहाई भार ही वहन करेगी। इसलिए, जहाँ तक संभव हो, समान लंबाई की लंगर की रस्सियों का उपयोग करना उचित है।
यदि दो लंगर डालने वाले तार समान लंबाई, समान विखंडन क्षमता और एक ही दिशा में संरेखित हों, लेकिन विभिन्न सामग्रियों से बने हों—जैसे कि 1.5% खिंचाव वाला स्टील का तार और 30% खिंचाव वाला सिंथेटिक फाइबर का तार—तो भार वितरण काफी असमान होगा। स्टील का तार 95% भार वहन करेगा, जबकि फाइबर का तार केवल 5% भार वहन कर पाएगा। इसलिए, एक ही दिशा में लंगर डालने के लिए समान सामग्री से बने तारों का उपयोग करना आवश्यक है।
यह समझना महत्वपूर्ण है कि जहाज को बांधते समय उसकी सुरक्षा सुनिश्चित करना (सुरक्षित रूप से बांधना) न केवल समन्वय और निरंतरता पर निर्भर करता है, बल्कि इसमें जहाज के बांधने के उपकरणों की व्यापक समझ, बांधने के सिद्धांतों की ठोस जानकारी और सावधानीपूर्वक योजना एवं क्रियान्वयन भी शामिल है। जहाज को बर्थ पर सुरक्षित रूप से बांधने के बाद ही उसकी स्थिति बनाए रखने की प्रक्रिया शुरू होती है, जो निरंतर कुशल समुद्री यात्रा प्रक्रियाओं की शुरुआत का प्रतीक है।
मूरिंग विंच ब्रेकिंग फोर्स:प्रत्येक पोत के लिए मूरिंग विंच की ब्रेकिंग शक्ति अलग-अलग होती है और इसे केबल पर लगने वाले "केबल ढीला करने" बल के आधार पर डिज़ाइन किया जाता है। यह बल केबल की परतों की संख्या और घुमाव की दिशा से प्रभावित होता है। ड्रम पर केबल की परतों की संख्या मूरिंग सिस्टम की ब्रेकिंग शक्ति पर महत्वपूर्ण प्रभाव डालती है। जिन मूरिंग मशीनों में पृथक्करण ड्रम नहीं होते, उनमें ब्रेकिंग शक्ति को आमतौर पर परतों की एक विशिष्ट संख्या के लिए कैलिब्रेट किया जाता है। इसलिए, यह सुनिश्चित करना महत्वपूर्ण है कि केबल ड्रम पर साफ-सुथरे ढंग से लिपटी हों और एक तरफ जमा न हों, क्योंकि इससे ब्रेकिंग शक्ति कम हो सकती है। पृथक्करण ड्रम से सुसज्जित केबल विंच के मामले में, ब्रेकिंग शक्ति में कमी को रोकने के लिए फोर्स ड्रम पर केबल की एक से अधिक परत न रखना आवश्यक है।
केबल की सही वाइंडिंग अत्यंत महत्वपूर्ण है, क्योंकि गलत वाइंडिंग से ब्रेकिंग बल में 50% तक की कमी हो सकती है।
ब्रेक का अनुचित उपयोग:चालक दल के सदस्य अक्सर गलती से तनावग्रस्त केबल को ढीला करने के लिए ब्रेक का इस्तेमाल करते हैं, जो कि गलत तरीका है। इस तरीके से ब्रेक बेल्ट पर असमान घिसाव हो सकता है और इसके अनियंत्रित स्वभाव के कारण सुरक्षा जोखिम पैदा हो सकते हैं। यदि ढीली हुई केबल पर अचानक संतुलित भार डाला जाए, तो वह टूट सकती है, जिससे दुर्घटना हो सकती है। सही तरीका यह है कि क्लच को दबाकर धीरे-धीरे केबल को ढीला किया जाए।
नायलॉन केबल पाइल-पुलिंग तकनीक:नायलॉन केबल को पाइल से बांधते समय, कसने के लिए केवल "∞" गाँठ पर निर्भर न रहें। इसके बजाय, दो बार घुमाएँ (कुछ लोग एक बार घुमाने की सलाह देते हैं, लेकिन दो से अधिक बार नहीं) ताकि पहले केबल को जहाज के किनारे से खींचा जा सके, फिर "∞" गाँठ बनाएँ (बड़े मूरिंग पाइलों के लिए) या "∞" गाँठ बनाने से पहले दो पाइलों के चारों ओर एक बार लपेटें (छोटे मूरिंग पाइलों के लिए)। यह तकनीक केबल पर बेहतर नियंत्रण प्रदान करती है और सुरक्षा बढ़ाती है।
केबल टूटने के दौरान खतरनाक क्षेत्र:सिंथेटिक फाइबर केबलों का सबसे खतरनाक पहलू तब सामने आता है जब केबल टूटकर अप्रत्याशित रूप से वापस उछलती है। तनावग्रस्त केबल के टूटने पर उसमें संचित ऊर्जा निकलती है, जिससे टूटने के बिंदु और नियंत्रण बिंदु के बीच का हिस्सा तेजी से वापस उछलता है। उछाल वाले क्षेत्र में मौजूद लोगों को गंभीर चोट लगने या यहां तक कि मृत्यु का भी खतरा होता है। इसलिए, केबल संचालकों के लिए इस खतरनाक क्षेत्र से दूर रहना अत्यंत आवश्यक है, विशेष रूप से जब केबल पर काफी तनाव हो, क्योंकि सिंथेटिक फाइबर केबल अचानक और बिना किसी चेतावनी के टूट सकती हैं।
नाव बांधने के लिए सुरक्षा दिशानिर्देश:ड्रम हेड पर केबल का संचालन एक व्यक्ति द्वारा नहीं किया जाना चाहिए। ड्रम को संभालने वाले ऑपरेटर की सहायता के लिए केबल को हटाने या उसमें ढील देने के लिए दूसरे व्यक्ति की आवश्यकता होती है। तार या नायलॉन केबल को संभालते समय, ड्रम से सुरक्षित दूरी बनाए रखना अत्यंत महत्वपूर्ण है, क्योंकि केबल उछल सकती है और आपके हाथों में चोट लगने का खतरा पैदा कर सकती है। हमेशा केबल से सुरक्षित दूरी बनाए रखें।
पोस्ट करने का समय: 24 मार्च 2025